Nylon PA12
PA2200 Balance 1.0
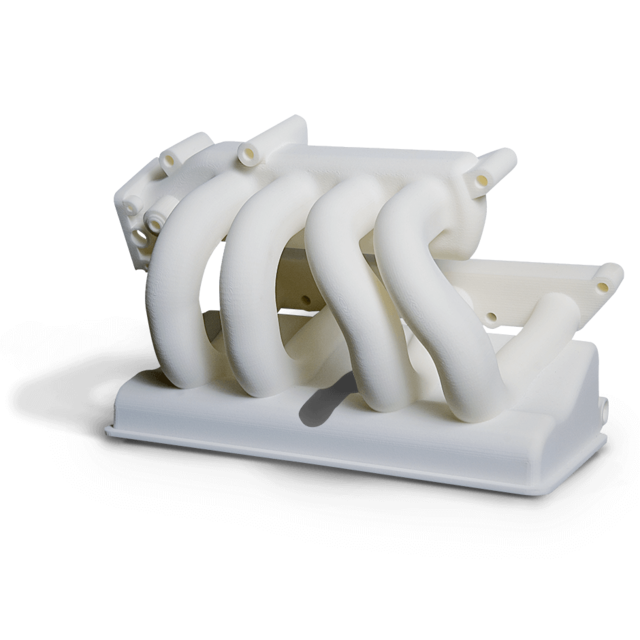
La matière poudreuse PA12 blanche pour impression 3D SLS offre plusieurs avantages :
- Fabrication de pièces fonctionnelles,
- Excellentes propriétés mécaniques,
- Coût compétitif production en série,
- Propriétés mécaniques & thermiques élevées,
- Biocompatible,
- Prototypage Rapide de pièces techniques
- Des pièces fonctionnelles très performantes
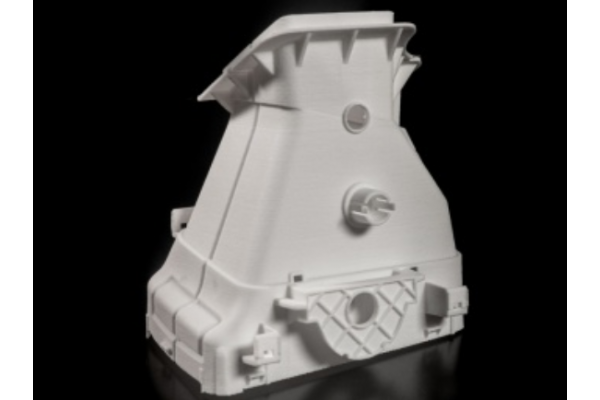
Applications du Nylon PA12
Très populaire, la matière PA12 permet de fabriquer des prototypes fonctionnels ou des objets finis :
- Prototypes à géométrie très complexes,
- Ensembles non-démontables,
- Production en série abordable,
- Maquettes de soutien technique ou pédagogique,
- Prototypage Rapide de pièces techniques
Technologie d’impression 3D Nylon PA12
Le procédé de Frittage Sélectif par Laser est la technique utilisée sur cette matière où un faisceau laser exécute le frittage de poudre sur chaque couche. Dans la machine, un premier lit de poudre est déposé, le faisceau laser fusionne les grains de poudre, puis un autre lit de poudre est déposé, et ainsi de suite. Couche après couche, l’objet se forme dans ce bloc de matière. En général, selon leurs dimensions, de nombreuses pièces sont fabriquées dans le même bloc. Ce dernier est ensuite traité manuellement, où un opérateur y récupère les pièces pour nettoyage avant les évnetuelles opérations de finitions.
Informations complémentaires sur le Nylon PA12
Cette poudre fine blanche PA 2200 à base de polyamide 12 offre, grâce à son profil de propriété très équilibré, une grande variété d'applications. Les applications typiques de ce matériau sont des pièces en plastique entièrement fonctionnelles de la plus haute qualité. L'avantage des paramètres Balance est l'équilibre. L'épaisseur de couche de 120 μm offre un équilibre parfait entre les coûts de production, les propriétés mécaniques, la qualité de surface et la précision. Il est donc adapté aux pièces aux géométries variées, de dimensions et d'exigences différentes.
Le procédé de fabrication délivre des pièces avec un état de surface dit sablé (effet sel très fin) et légèrement poreux. Si vous recherchez un état de surface plus lisse, nous vous recommandons de choisir la finition souhaitée, ou si la géométrie le permet, de choisir le procédé d’impression 3D en SLA (stéréolithographie).
Les pièces imprimées en PA12 peuvent être sablées, teintées, voire peintes et vernis ou laquées.
Le procédé de fabrication délivre des pièces avec un état de surface dit sablé (effet sel très fin) et légèrement poreux. Si vous recherchez un état de surface plus lisse, nous vous recommandons de choisir la finition souhaitée, ou si la géométrie le permet, de choisir le procédé d’impression 3D en SLA (stéréolithographie).
Les pièces imprimées en PA12 peuvent être sablées, teintées, voire peintes et vernis ou laquées.


SLS / PA12 – Guide de conception
Pour vous permettre d’imprimer des pièces en toute sérénité, voici les informations utiles à prendre en compte dans la conception 3D de votre pièce
| MESURE | VALEUR |
| Epaisseur de couches | 120 µm |
| Epaisseur mini de mur | 1 mm (voire 0,3mm dans certains cas) |
| Dimensions maxi des pièces | Jusqu’à 650 x 330 x 560 mm |
| Précision | ±0.3% |
| Mini détails | 0,3 mm |
| Espace mini entre pièces à assembler | 0,6 mm |
| Imbrication de pièces | Oui |
| Pièces articulables | Oui |
| Matière biocompatible | Oui |
SLS / PA12 – Informations techniques
Pour vous permettre d’imprimer des pièces en toute sérénité, voici les informations utiles à prendre en compte dans la conception 3D de votre pièce
| MESURE | VALEUR | STANDARD |
| Densité | 0,95 ± 0,03 g/cm³ | |
| Force de traction | 48 ± 3 MPa | DIN EN ISO527 |
| Module de traction | 1.650 MPa | DIN EN ISO527 |
| Résistance à la flexion | 41 MPa | D790 |
| Allongement à la rupture | 20 ± 5 % | DIN EN ISO527 |
| Module de flexion | 1.500 N/mm² | DIN EN ISO178 |
| Charpy – Résistance au choc | 53 ± 3,8 kJ/m² | DIN EN ISO179 |
| Charpy – Résistance au choc entaillé | 4,8 ± 0,3 kJ/m² | DIN EN ISO179 |
| Izod – Résistance au choc entaillé | 4,4 ± 0,4 kJ/m² | DIN EN ISO180 |
| Dureté par pénétration à la bille | 77,6 ± 2 | DIN EN ISO2039 |
| Dureté Shore D/A | D75 ± 2 | DIN 53505 |
| Température de fléchissement à la chaleur | 86 °C | ASTM D648 @ 1,82MPa |
Les conditions de fabrication peuvent altérer ces valeurs.
PRÊT À COMMENCER VOTRE FABRICATION ?
Plus de 3500 d’entre vous utilisent x3D-Print
